本文转自MDPI,内容由谷歌翻译软件翻译,如有错误请您海涵,文末有PDF英文版,也可点击原文链接请您自行查阅。

碳纤维增强聚合物 (CFRP) 复合材料是一种功能性极强的复合材料,由两个主要成分组成:聚合物基质和碳纤维。CFRP 重量轻且强度高,已广泛应用于风能、航空航天和汽车等各个行业。由于需求不断增长和使用范围广泛,在报废和制造过程中产生了大量CFRP废料。在这些废料中,只有2%被回收利用,其余的则通过焚烧和/或填埋处理。这引起了人们对环境和可持续性的重大担忧。目前回收CFRP的最先进方法是热解。然而,在热解过程中,CFRP中使用的聚合物(约占 65-75 wt.%)无法回收和再利用。在大多数出版物中,CFRP回收的重点是回收更有价值的碳纤维。在热解的情况下,聚合物基质大多被烧掉或被处理掉。为实现完全循环,碳纤维和聚合物的回收再利用必不可少。本文主要研究CFRP溶剂分解消化过程中获得的双酚A型环氧聚合物 (REP),并探讨通过将其与原始环氧树脂以各种成分混合以创建新材料来重新利用该REP的可行性。使用热重分析仪 (TGA)、差示扫描量热法 (DSC)、动态机械分析仪 (DMA) 和 Instron 万能试验机表征了物理和机械性能,包括分解温度 (Td )、玻璃化转变温度 (Tg)、储能模量、损耗模量、弯曲和拉伸强度。结果表明,随着混合成分的增加,玻璃化转变温度和分解温度以及机械性能降低。这表明总混合成分不应超过10 wt.%,最佳范围可能在5至6wt.之间。1. 简介
碳纤维增强聚合物 (CFRP) 复合材料是一种高功能复合材料,由两大主要成分组成:聚合物基质和碳纤维 [1、2、3]。根据预期用途,CFRP 可能由热塑性塑料或热固性基质组成 [4、5]。热塑性基 CFRP 允许材料重熔和多次重塑 [6、7、8],从而简化了回收过程。相反,热固性聚合物以其优异的机械强度、耐化学性和尺寸稳定性等优异性能而闻名 [9、10] ,但这也带来了巨大的回收挑战。与热塑性塑料不同,热固性材料由于其三维交联网络结构,一旦固化就无法重熔或重塑 [11、12]。因此,大多数报废 CFRP 热固性材料都采用传统的处置方法,如填埋或焚烧[8、13]。焚烧法会产生大量污染物和毒素[14],而填埋法会对水、土壤和空气质量产生不利影响[15]。随着对 CFRP 的需求不断增长以及废物产量的增加,传统的处置方法对环境和可持续性构成了严重的威胁[16]。随着近年来人们对环境问题的关注以及社会压力的不断加大,人们已投入大量精力解决热固性 CFRP 废料的回收利用问题。这些努力通常分为三类:机械回收、热回收和化学回收方法。机械回收包括将 CFRP 废料粉碎、切碎、研磨和/或碾磨成细颗粒,用于填充应用[17]。然而,由于纤维尺寸不一致、强度显著降低以及纤维基质结合较差,不建议将其重新用于高负荷应用[18]。热回收方法主要通过分解聚合物基质来回收碳纤维[17,19]。一种常见的热处理方法是热解,它在一定程度上保留了碳纤维的机械性能。然而,这种方法需要大量的能源消耗来维持 500°C 以上的温度。此外,由于排放的气体和忽视聚合物基质回收的开环性质,会出现可持续性问题。化学回收路线(溶剂分解)利用溶剂降解聚合物基质,分离复合材料的成分,从而实现纤维的良好保留[17]。与热加工和机械加工相比,化学回收可以是一个闭环过程,可以回收纤维和降解的聚合物基质[20],并重新利用所涉及的溶剂。大量文献都重点介绍了复合材料的回收利用。Asmatula、Twomey 和 Overcash[21]分析了通过机械、化学和热加工方法进行的复合材料回收,并提出了“直接结构复合材料回收”的新概念以及将产品重新用于相同用途。Wang 和他的团队[22]通过选择性断裂 CN 键研究了环氧树脂 CFRP 复合材料的化学回收。Pickering[23]概述了当前的热固性复合材料回收工艺。Morici 和 Dintcheva[24]通过热、化学和机械方法研究了热固性材料和复合材料的回收,重点介绍了一种利用化学接头改变热固性材料有机基质的新方法,使其更容易分解,同时保持机械性能。现有文献主要关注从 CFRP 中回收有价值的碳纤维,而本文则采取了独特的方法。本文试图通过专注于从过乙酸消化法中获得的回收环氧聚合物 (REP) 来与主流有所不同。环氧树脂是一种广为人知的热固性聚合物,以其固化后的优异的机械、热和化学性能而闻名。其应用范围广泛,包括结构应用、航空航天工业和防弹衣生产。为了增强或修改这些性能以满足特定应用的要求,将环氧聚合物与其他物质混合的方法是制造新材料的一种方法。有各种研究探索环氧聚合物混合,即将不同的材料加入环氧聚合物中。Robert 和团队 [25] 研究了双酚 A 基环氧树脂和用酸酐硬化剂固化的各种多功能环氧树脂的混合。在他们的研究中,研究了改性聚合物的机械性能、断裂力学和热性能。研究发现,仅需少量多功能环氧体系便可提高纯双酚 A/酸酐环氧体系的拉伸强度,而不会影响其其他机械性能,如玻璃化转变温度和弹性模量。Hassan 等人报道了一项关于生物酚醛树脂和环氧树脂体系的研究[26]。本研究分析了不同含量的生物酚醛/环氧聚合物共混物的机械性能和形态性能。研究结果表明,与纯环氧树脂和酚醛树脂相比,聚合物共混物的机械性能更佳。此外,没有观察到相分离的迹象。Wilson 和团队[27]对含有不同量氧化石墨烯 (GO) 填料的生物环氧复合材料与纯生物环氧树脂进行了比较研究。对环氧共混物的拉伸和弯曲性能进行了评估,发现仅需少量GO(少于 0.6 wt.%)就足以提高性能。Aniskevich 和团队 [28] 将三种含有核壳橡胶 (CSR) 纳米粒子的添加剂加入环氧树脂中。然后研究了环氧树脂和环氧 CFRP的拉伸性能、断裂韧性和玻璃化转变温度。研究发现,添加 4wt.% 的CSR纳米粒子后,环氧树脂的断裂韧性显著提高 60–108%。此外,添加 CSR 纳米粒子的效果还使 CFRP 的层间断裂韧性显著提高 32–53%。
然而,胺固化复合材料中热固性基质的回收和潜在再利用仍然是一个相对未开发的领域,需要进一步研究。本文探讨了将回收的环氧聚合物 (REP) 掺入原始环氧树脂的可行性,方法是优化混合参数、创造新材料,并促进材料回收的可持续性和环保性。REP 的再利用以及碳纤维和溶剂的回收实现了 CFRP 复合材料废物处理的闭环过程。2. 材料和方法
2.1.材料
DER-332 ®环氧树脂购自新加坡的 Sigma-Aldrich。固化剂 LC-100(一种改性聚合叔胺)购自 ACCI Specialty Materials (AC Catalysts)。用于回收的 3 层 CFRP 复合材料是内部制造的。CFRP 复合材料中使用的原始碳纤维购自 Hexcel。所用的所有其他化学品均购自 Sigma-Aldrich,未经进一步处理。2.2. 程序
2.2.1. 样品制备
采用环氧浸渍法制备 3 层碳纤维增强聚合物 (CFRP)。然后,采用已报道的方法 [29] 消化3层 CFRP,回收碳纤维以及溶剂和回收环氧聚合物 (REP) 的混合物。使用旋转蒸发法将 REP 与溶剂分离。然后,过滤所得粘稠液体,并在 70°C 下进一步真空干燥过夜,得到固体材料。随后,使用溶剂进行重新混合过程,其中 REP 以 1.05 g 比 1.5 mL 的比例溶解在丙酮中。完全溶解后,将混合物添加到脱气的 DER-332 和 LC-100 混合物中,以获得均匀混合物。将 REP 与原始环氧树脂以 1、3、5 和 10 wt% 的质量比混合。然后,将该混合物倒入硅胶模具中并放入真空炉中。温度曲线设定如下:70°C 持续 2 小时,然后 120°C 持续1小时,最后 180°C 持续3小时。然后使用完全固化的样品进行进一步测试。2.2.2. 物理和化学表征
使用 Bruker Vertes 80 V 傅里叶变换红外 (FTIR) 光谱分析仪在 ATR 模式下获得 FTIR 光谱。使用 Agilent 1260 Infinity II GPC/SEC 系统以 THF 作为流动相获得 GPC 数据。这项工作中使用的热分析设备来自 TA Instruments。热重分析仪 TGA Q500 用于确定材料的热稳定性。在空气中,温度从室温升至 800°C,升温速率为 20°C/min。光差示扫描量热仪 (PDSC) Q100 用于测定热流和 T g。温度从室温升至 200°C,升温速率为 10°C/min。动态机械分析仪 DMA Q800 用于研究固化样品的热机械性能。温度范围设定为 30 °C 至 200 °C,升温速率为 3 °C/min。测量损耗模量 (G') 和 tan δ 时,频率固定为 1.0 Hz。初始预载力和振幅分别为 0.01 N 和 10 µm。REP 的拉伸和弯曲测试分别按照 ASTM D638 和 ASTM D790 在 Instron Universal Tester Double column 5569 上进行。3. 结果与讨论
3.1. 混合和固化过程
首先进行凝胶渗透色谱 (GPC) 分析以确认环氧树脂的降解。回收的环氧聚合物的分子量 (Mw) 和分子数 (Mn) 分别为 787 g/mol 和 733 g/mol,多分散指数 (PDI) 为 1.074,表明已完全降解。我们发现固体 REP 在原始环氧树脂中既不溶解也不均匀分布。它往往在室温下脱气过程中沉淀在原始环氧树脂的底部,或者导致整个混合物在 70°C 左右固化。为了解决这个问题,选择丙酮作为溶剂,在混合前溶解 REP。优化的最小溶剂量为每 1.05 克 REP 使用 1.5 毫升丙酮。为了获得均匀完全固化的再混合环氧树脂,在固化曲线中加入了一系列固化步骤以优化工艺。样品最初在 70°C 下加热 2 小时,然后在 120°C 下加热 1 小时,最后在 180°C 下加热 3 小时。图 1给出了具有不同 REP 成分的再混合环氧树脂的图像。随着 REP 添加量的增加,再混合环氧树脂的颜色从浅黄色逐渐变为深棕色。
图 1. 具有不同 REP 成分的重新混合环氧树脂的条形图像(ASTM D790)。
3.2. 重新混合的环氧树脂的化学特性
红外光谱
FTIR 光谱如图 2所示。由于 REP 的混合质量比低于 10%,FTIR 光谱的差异并不显著。2900 cm −1附近的峰对应于原始环氧树脂和重新混合的环氧树脂中都存在的 CH 键的拉伸。915 cm −1处的峰被指定为环氧聚合物中环氧乙烷环的振动 CO 键。1625 cm −1和 1600 cm −1之间的峰表示芳香环的 C=C 键拉伸,而 1500 cm −1处的峰对应于芳香环的 CC 键拉伸。1240 cm −1处的峰对应于拉伸 CN 带。此外,1100 cm −1和 1000 cm −1之间的峰与醚键相关。1000cm −1和800cm −1处的峰表明存在C=C弯曲键[30]。
图 2. ( a ) 不同混合比的原始环氧树脂和重新混合的环氧树脂的 FTIR 光谱 ( b ) 指纹范围放大光谱。
3.3. 重新混合和原始环氧树脂的热特性
3.3.1. 热重分析
如图3a所示,测定了每种共混物和原始环氧树脂样品在 95 wt% 时的分解温度 (Td) 。原始树脂和含有 1%、3%、5% 和 10% REP 共混物的分解温度分别为 398、396、397、393 和 375°C。值得注意的是,将 REP 重新混合到原始环氧树脂中会导致 T d略有下降。这可以归因于非反应性小分子含量的增加,以及 REP 中可能存在一些溶剂。与原始环氧树脂相比,REP 的热稳定性显著降低,观察到的Td为 155°C,下降了约 61.1%。然而,这种下降是预料之中的,因为聚合物基质在初始溶剂分解过程中发生了降解。随着这种降解,REP 的形态发生变化,树脂被分解成分子量较低的产品。因此,克服这些小分子之间的弱力所需的能量较少,导致分解温度低于原始环氧树脂中较大的分子,因为较长的聚合物链之间存在较大的分子间力。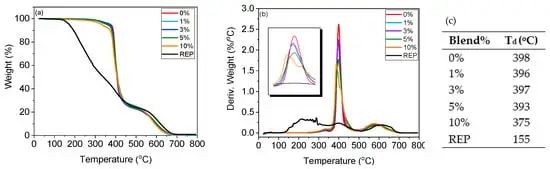
图 3. (a)TGA 图和(b)导数重量图(c)重新混合的聚合物的 T d 。
综上所述,将 REP 掺入原始环氧树脂中对 T d 的影响相对较小。10% 混合物的最大降幅为 23 °C(相当于 5.78%),但仍在可接受的范围内。3.3.2. 差示扫描量热法
如图4所示,通过DSC图测定了重新混合环氧树脂的玻璃化转变温度(Tg) 。与原始环氧树脂相比,该温度从183℃降低到了171℃。当REP的重量百分比为1至5%时,重新混合环氧树脂的T g下降了7%左右。然而,当REP的重量百分比增加到10%时,T g会大幅下降20% 。这表明,随着REP用量的增加,聚合物网络结构[31]会被严重破坏。这种破坏可能会增加分子的流动性,从而降低聚合物的强度。这种趋势也与机械性能的结果相符,这将在下文中讨论。聚合物中溶剂的存在可能是导致T g降低的另一个因素。当在重新混合过程中引入溶剂时,溶剂会渗透到聚合物链之间,削弱分子间力。这反过来又增加了聚合物内的自由体积,导致聚合物的Tg降低[32]。因此,随着溶剂量的增加和 REP 重量百分比的增加,对于 10 wt.%,观察到 Tg 更急剧的下降。虽然观察到Tg呈下降趋势,但高达 5 wt.% 混合物的 Tg仍然相对较高,与原始环氧树脂相当。此外,还生产了含有 6 wt.% REP 的重新混合环氧树脂,并测试其 Tg为168°C,非常接近 5 wt.% 样品的 Tg。基于这些结果,可以合理地得出结论,为了保持聚合物的机械性能,重新混合的重量百分比不应超过 5-6 wt.%。
图 4. 含不同 wt.% REP 的环氧树脂的 DSC 图。
3.3.3. 直接内存访问
动态力学分析图如图5所示。原始环氧树脂的 DMA 结果与参考数据[33] 一致。将 REP 重新混合到原始环氧树脂中自然会导致 T g发生变化。与 DSC 结果类似,当重新混合百分比达到 10% 时,T g会大幅下降 20% 。随着 REP 重量百分比的增加,REP 与原始环氧树脂之间的相互作用可能变得不那么有利,并降低交联密度。这种降低的交联密度可能会增加聚合物的流动性,从而允许材料内有更多的自由体积 [34 , 35],最终导致 T g下降。然而,值得注意的是,当添加 1 wt.% 的重新混合环氧树脂 (REP) 时,环氧树脂的 T g会增加。这个观察结果可能看起来出乎意料,但这可能是由于聚合物结构的潜在改变,使其更有序或结晶化。这种解释可能与以下观点相符:REP 可能在聚合物基质中引入特定的相互作用或排列,从而增强其刚性。这表明少量的 REP 可能会增强材料的性能,但在较高百分比下,效果可能会变得有害。可能需要进一步测试和深入分析,以确认由于 REP 的存在,环氧树脂中发生的实际结构和分子变化,并更深入地了解这些复杂的相互作用及其对 Tg 的影响。
图 5. ( a ) 存储和损耗模量图 ( b ) 来自 DMA 的 Tan delta 图。
在图 5a中,黑线表示储能模量 (G),反映聚合物的弹性程度。红线表示损耗模量 (G'),反映聚合物耗散能量的能力。阻尼损耗角正切与聚合物吸收和分散能量的能力有关。室温 (30°C) 下共混物的损耗和储能模量与原始环氧树脂相对相当且相似。与原始环氧树脂相比,表1显示,低于 5 wt.% 的共混物的损耗角正切值略有下降。这表明样品的能量吸收和分散效率较低。相比之下,10 wt.% 共混物的损耗角正切值增加,表明与较低重量百分比的共混物相比,该样品更具弹性。表 1. 储能和损耗模量以及 tan Delta。

3.4. 重新混合和原始环氧树脂的机械性能表征
图6和图7显示了机械测试结果,这些结果可深入了解重新混合的环氧树脂的拉伸和弯曲性能。误差线表示标准偏差。图6a、b 中所示的拉伸应力和应变随混合成分的增加而呈下降趋势。原始环氧树脂 (0%) 的拉伸应力和应变分别为 76 ± 2.2 MPa 和 3.2 ± 0.60%。对于 1、3 和 5 wt.% 的混合物,可以观察到拉伸应力分别降低了 31.5%、52.3% 和 81.3%。同样,与原始环氧树脂(0%) 相比,图6b中所示的这些混合物的拉伸应变分别下降了 35.6%、65.0% 和 83.3%。降幅最大的是 5 wt.% REP 混合物,其拉伸应力从 76 ± 2.2 MPa 降至 14 ± 6.5 MPa,拉伸应变从 3.2 ± 0.60% 降至 0.54 ± 0.10%。这表明,随着 REP 含量的增加,聚合物在拉伸应力下的伸长能力会降低。最后,值得注意的是,REP 混合环氧树脂的拉伸模量比原始环氧树脂高出约 20%。5 wt.% REP 混合物的拉伸模量从原始环氧树脂的原始值 3.2 ± 0.34 GPa 增加到 3.9 ± 0.31 GPa,这表明重新混合的环氧聚合物比原始环氧树脂具有更高的刚度。
图 6. ( a ) 拉伸应力、( b ) 拉伸应变和 ( c ) 拉伸模量 的图。

图 7. ( a)弯曲应力和(b)弯曲模量 的图。
弯曲强度反映样品断裂所需的弯曲应力,如图7所示。原始环氧树脂的弯曲应力和模量测量值分别为117±17.1MPa和2.4±0.31GPa。观察到,与原始环氧树脂相比,1%、3%和5%混合物的弯曲应力分别大幅降低33.9%、55.1%和68.9%。最显著的下降是在5wt.%混合物时,弯曲应力降低至36±8.9MPa。这种下降是预料之中的,因为当REP的比例增加时,聚合物网络的破坏程度也会增加。不过,值得一提的是,重新混合的环氧聚合物在弯曲力下承受变形的能力保持相当稳定。所有混合物(从 0 到 5%)的弯曲模量变化仅为 1.55%。从图6和图7的数据来看,将 REP 重新混合到原始环氧树脂中时,最显著的权衡是在拉伸和弯曲应力性能方面,其中强度的下降主要归因于交联密度的降低。4. 结论
理想的回收工艺应优先考虑环保、可持续性、安全性和成本效益。如果没有有效的回收方法,CFRP 回收物的废物处理难题将持续存在。此外,尽管热固性 CFRP 的可回收性有限,但人们对热固性 CFRP 的需求和偏好仍然高于木材和钢铁等传统材料,这对复合材料行业及其整体可持续性构成了重大威胁。在相对温和的条件下有效回收降解的聚合物基质,同时保留聚合物基质和回收碳纤维的关键特性,强调了通过不断改进回收方法实现零废物结果和关闭 CFRP 回收循环的潜力。与传统的报废 CFRP 处置方法相关的损失相比,这种方法不仅增加了价值,而且还倡导采用更可持续、更环保的方法来管理这些材料。虽然已经对从 CFRP 中回收碳纤维进行了广泛的研究,但从胺固化复合材料中回收和潜在再利用热固性基质仍然是一个相对未开发的领域,需要进一步研究。本文通过优化混合参数,探讨了将回收的环氧聚合物 (REP) 掺入原始环氧树脂的可行性。随后,进行了一系列表征,包括 TGA、DSC、DMA、FTIR、GPC 和机械测试,以评估重新混合的聚合物的性能。研究结果表明,最佳重新混合成分应在 5 至 6 wt.% 范围内,而不会显著损害聚合物的性能。这项研究为进一步的研究工作奠定了坚实的基础,旨在实现 CFRP 材料回收循环的完全封闭,并努力实现零浪费的目标。这项研究由新加坡科学与工程研究委员会 (SERC)、新加坡科技研究局 (A*STAR)、UGT 绿色种子基金资助,资助编号为 C221718012。
PDF英文版(点击右侧下载):Reusing Bisphenol—A Type of Epoxy Polymer Recyclates from the Solvolysis of CFRP.pdf