
1、前言:
近年来,我国汽车工业已经逐渐成为国民经济的支柱产业,如何减少能源消耗以及降低对环境的污染日益成为汽车行业亟待解决的关键问题。为满足节能降耗的需求,实现汽车轻量化是最直接有效的途径,而实现汽车轻量化的主要途径就是从对零部件的结构进行设计优化,采用更加轻质的材料以及制造工艺的创新等几个方面着手实施。
PHC结构材料凭借质量轻、强度高等特点,可应用于汽车备胎盖板、搁物板、天窗遮阳板和支承板等部件上。PHC在欧洲车型中已经得到了广泛的应用,经过近两年的发展,该材料在中国汽车行业的应用也正迅速增长。
PHC为夹层结构,它以芯材为基板,上下复合面层,表面复合装饰层而成。根据产品需要,其表面装饰层可以复合面料、无纺布和PVC革等材料。面层材料通常采用玻纤或碳纤维毡材料喷涂PU组合料。芯材可采用蜂窝纸板、波纹纸板、铝板和塑料板等。
从产品的成本及质量要求方面综合考虑,目前纸板芯材采用的较多;蜂窝纸板强度高、可压缩且运输成本低,一些平面形状的产品(如备胎盖板和搁物板)大多采用蜂窝纸板;波纹纸板易于弯曲,因此一些需要折弯的产品常选用波纹纸板作为芯材。由于PC与PU之间的结合力最好,因此选用塑料芯材时多采用PC材料。
PHC产品环保无污染,VOC符合环保标准;采用轻质芯材夹层部件“一步成型法”,这种夹层结构部件能在较短的周期内实现经济化的生产;工艺适应性强,其拓展的宽度和深度大,与其他模块组合可以产生新型产品;PHC产品夹层部件重量轻、抗震性好且刚度高,与传统材料同类产品相比,其重量可减轻30~50%以上。
2、针对汽车外饰产品在强度、刚度性能不变的前提下实现减重的探讨
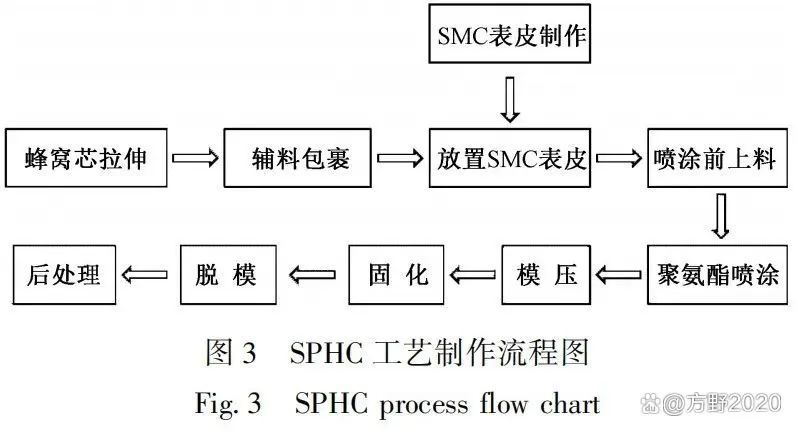
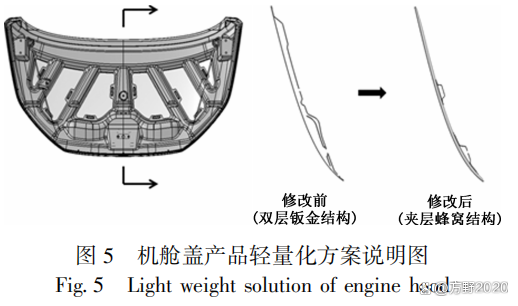
3、蜂窝夹芯结构的轻量化方案
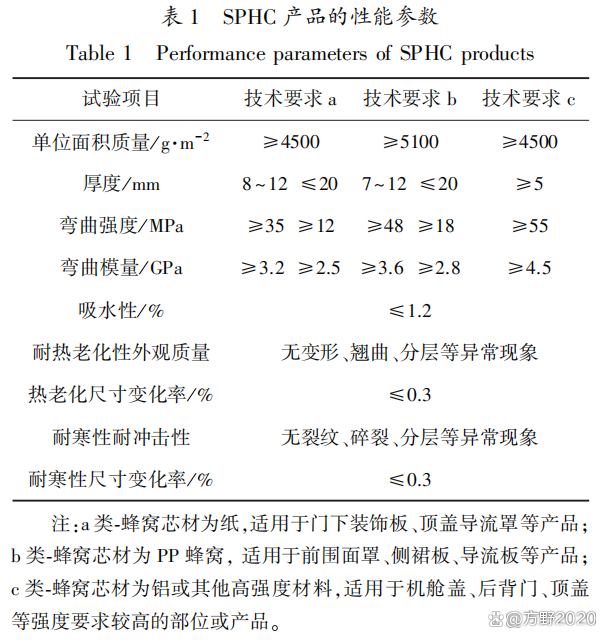
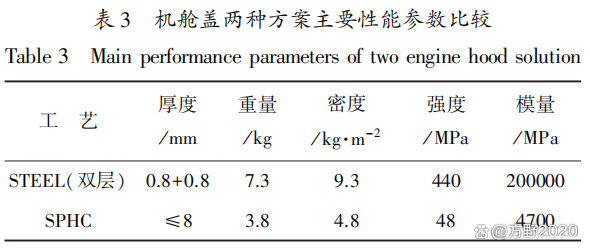
由以上制备工艺所获得的SPHC产品的性能参数见表1。
6.2 实例二
6.3 实例三
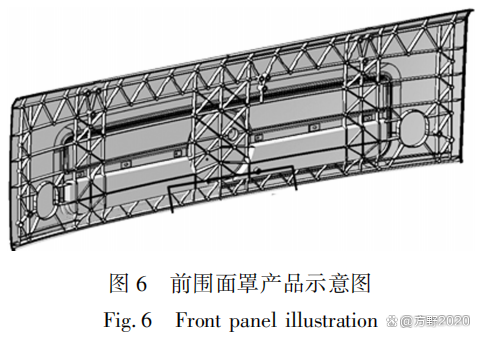
重卡的前围面罩产品如图6所示,目前大多数厂家主要采用SMC工艺,但由于产品尺寸很大,车身坐标方向尺寸一般为:2000mm-800mm-100mm(Y-Z-X),厚度较薄,一般为4且固定点数量有限,一般为4处,位于翻转铰链和锁机构,所以产品的刚度性能很差,尤其是产品在开启后单边受力时,产品经常表现为扭曲变形严重,且左右两侧气弹簧支撑杆受力不均匀。


1月13日,国务院新闻办公室举行国务院政策例行吹风会,介绍《固体废物综合治理行动计划》有关情况。会上,国家发展改革委副主任周海兵介绍,国家发展改革委会同生态环境...

2026年1月6日,浙江鸿盛新材料集团河南商丘示范区"年产108万件高效滤筒、3.6万吨新型复合型材项目"盛大开工,项目立足商丘"...

2025年12月24日,中国玻璃纤维工业协会玄武岩纤维及制品分会成立大会及一届一次理事会在山东省泰安市召开。经选举产生分会第一届理事会负责人7名,具体名单如下:

